

熔接:典型的电弧焊接
2019-4-11 11:44:35 点击:
产品订购咨询手机:13358390105 微信/QQ:535950777
TIG焊接
“TIG(Tungsten Inert Gas)焊接”代表“隋性气体焊接”。这是一种不会飞溅火花,支持不锈钢、铝、铁等各类金属焊接的电弧焊接。
采用不会作为放电电极消耗的钨,使用氩气、氦气等惰性(Inert)气体作为保护气体。在惰性气体中产生电弧,依靠电弧热量熔解母材进行焊接。虽然也会使用焊材,但由于焊接部位被惰性气体包围,电弧也很稳定,几乎不会发生溅射。
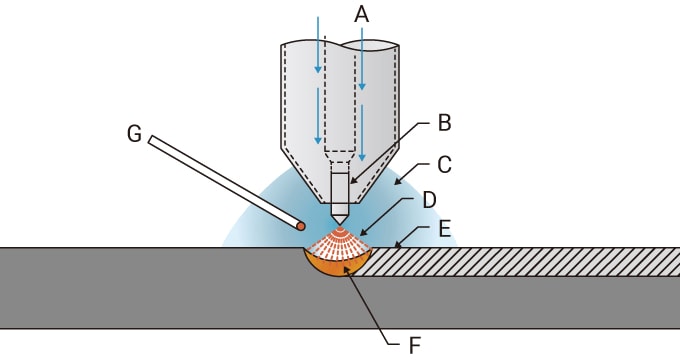
- 保护气体
- 钨电极
- 氩气
- 电弧
- 焊接金属
- 熔池
- 焊接棒
TIG焊接的半自动设备,由
- 焊接电源
- 焊接焊炬
- 液化气瓶、气体流量调节器
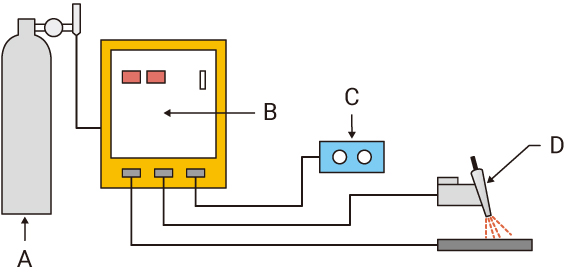
- 液化气瓶
- 焊接电源
- 遥控盒
- 焊炬
TIG焊接的类型很多,可根据交流/直流分类、脉冲的有无、焊接焊丝的有无等区分不同的种类。
根据母材的种类,选择交流/直流。脉冲的有无可供选择,使用脉冲的焊接被称为“脉冲TIG焊法”。脉冲TIG焊法中,会以一定的周期,将焊接电流改变为脉冲电流及基础电流。在使用脉冲电流期间熔解母材,在使用基础电流期间进行冷却。该方法可周期性地构成溶融点,形成串珠状的焊缝。
而在使用焊丝时,又可分为“冷焊丝法”和“热焊丝法”。冷焊丝法就是使用常规焊材的方法。而热焊丝法,则是提前对焊丝释放电流、加热焊丝,能够增加单位时间的熔敷量。热焊丝法可熔敷约为冷焊丝法3倍的焊材,实现短时间快速焊接。TIG焊接虽能实现高品质焊接,却需要花费较长时间来获得熔敷必需的焊材量,热焊丝法则能够弥补这一缺点。
根据输出电流波形分类| 输出电流 | 脉冲 | 频率 |
|---|---|---|
| 直流(DC) | 有 | 低频率(0.5 Hz至20 Hz) |
| 中频率(20 Hz至500 Hz) | ||
| 高频率(20 KHz以上) | ||
| 无 | - | |
| 交流(AC) | 有 | 低频率(0.5 Hz至20 Hz) |
| 中频率(20 Hz至500 Hz) | ||
| 无 | - |
| 焊丝 | 焊丝方式 |
|---|---|
| 无 | |
| 有 | 冷焊丝法 |
| 热焊丝法 |
上述分类仅供参考。分类的方式多种多样,并不仅限于上表所示的方法。
- 上一篇:熔接:各式各样的电弧焊接 2019/4/11
- 下一篇:熔接:电弧焊接的种类及机理 2019/4/11